

某企业采用平行顺序移动方式对一种零件进行加工,该零件投产批量为6件,有4道加工工序。按照加工顺序,单件每道工序作业时间依次为20分钟、10分钟、25分钟、15分钟,假设零件移动用时为零。将一个批次的该零件全部生产出来所需要的时间为( )分钟。
某公司拟实施某项技术改造项目,预计需要新投资5000万元,拆除旧厂房设备将损失400万元,而这些厂房设备的残值为50万元,则该项目的总投资为( )万元。
某零件投产批量为3件,经过5道工序加工,单件每道工序作业时间依次为20分钟、5分钟、20分钟、20分钟、10分钟,在平行移动方式下,每批零件全部生产完成的生产周期是 ( )分钟。
某零件批量为3件,有4道加工工序,每道工序的加工时间分别为10分钟、5分钟、20分钟、10分钟,按平行移动方式计算的生产周期为( )分钟。
某部件加工时,设计尺寸为150mm,误差为(+0.28,-0.22),现通过随机抽样对该工序的工序能力进行评估,经过计算,样本平均值和公差中心重合,s=0.083,该工序能力指数是( )。
某企业采用单对象流水线进行生产组织,该流水线日产品产量为100件,每班工作8小时,时间有效利用系数为0.96,废品率为0;流水线的第3道工序计算所需某精密设备为8台,实际只有6台该设备进行生产。
该流水线第3道工序的设备负荷系数是( )。
某企业批量生产一种零件,投产批量为5件,经过4道工序加工,按照加工顺序,单件每道工序作业时间依次为15分钟、10分钟、15分钟、10分钟,假设零件移动用时为零。
一个批次该种零件全部生产出来所需要的最短时间为( )分钟。
某企业批量生产一种零件,投产批量为5件,经过4道工序加工,按照加工顺序,单件每道工序作业时间依次为15分钟、10分钟、15分钟、10分钟,假设零件移动用时为零。
为了确保设备在一个批次的零件加工过程中不出现停顿,该企业应采用的工序间零件移动方式是( )。
某钢厂领导班子正在对该钢厂的技术改造问题进行经济可行性分析,经过调查得知,该钢厂目前产钢500万吨,成本居高不下,对环境的污染日益严重,产品质量有所下降,还存在着一定的安全隐患。为了解决存在的问题,需耗资4500万元进行技术改造。技术改造完成后,每吨钢的成本将由原来的2800元降低至2600元,环境污染问题、安全隐患问题和产品质量问题,均能得到一定程度的解决。假设该行业的标准投资效益系数为0.3。
进行技术改造项目的经济可行性分析,需要对技术改造方案的( )进行对比分析。
为了掌握市场信息,有效安排生产运营,某糖果生产企业进行了市场调查和市场预测活动。企业市场调查人员采用非随机抽样的方法,选取部分顾客进行问卷调查。在充分说明填写要求后,调查人员请被调查顾客自行填写调查问卷,一周后回收问卷。同时,企业还收集了内部和外部的历史资料和文献信息,对消费者的购买行为进行分析。该企业2011~2016年糖果销售额见下表。(单位:万元)

该企业采用的市场调查方法是( )。
某企业采用流水线的生产组织方式生产单一农机产品。该流水线采用两班制的生产模式,产品日生产量为100台,每班工作时间为8小时,工作时间有效利用系数为0.9,假定废品率为0。在进行工序同期化后,该企业测算该流水线的第3道工序所需设备数为1.94,最终确定第3道工序实际设备数为2。
流水线的平均节拍是( )分钟。
某企业采用流水线的生产组织方式生产单一农机产品。该流水线采用两班制的生产模式,产品日生产量为100台,每班工作时间为8小时,工作时间有效利用系数为0.9,假定废品率为0。在进行工序同期化后,该企业测算该流水线的第3道工序所需设备数为1.94,最终确定第3道工序实际设备数为2。
下列属于工序同期化的措施的有( )。
M公司用甲材料生产A产品,甲材料标准价格是200元/千克,用量标准为5千克/件;公司所生产的A产品标准工资率为40元/小时,工时标准为2小时/件。假定本月投产A产品20000件;耗用甲材料120000千克,其实际价格为220元/千克;实际支付直接工人工资28万元。同时,M公司按经济用途对生产费用和期间费用进行了严格的区分和管理,从而有效提升了公司的盈利水平。
根据已知数据,M公司可采用( )对成本费用进行定量控制。
M公司用甲材料生产A产品,甲材料标准价格是200元/千克,用量标准为5千克/件;公司所生产的A产品标准工资率为40元/小时,工时标准为2小时/件。假定本月投产A产品20000件;耗用甲材料120000千克,其实际价格为220元/千克;实际支付直接工人工资28万元。同时,M公司按经济用途对生产费用和期间费用进行了严格的区分和管理,从而有效提升了公司的盈利水平。
如果M公司采用作业成本控制法进行成本费用控制,将成本分配到成本对象的形式是( )。
为了掌握市场信息,有效安排生产运营,某乳品生产企业进行了市场调查和市场预测活动。企业市场调查人员采用非随机抽样的方法,选取部分顾客进行问卷调查。在充分说明填写要求后,调查人员请被调查顾客自行填写调查问卷,一周后回收问卷。同时,企业还收集了内部和外部的历史资料和文献信息,对消费者的购买行为进行分析。该企业2013--2018年乳品销售额见下表。

若采用简单移动平均法预测(选择移动跨越期n=5),该企业2019年的乳品销售额预测值是( )万元。
某企业生产单一农机产品。该企业在综合分析企业的生产技术现状以及其他因素的基础上,决定采用流水线的生产组织方式进行产品装配。该流水线采用两班制的生产模式,产品日生产量为100台,每班工作时间为8小时,工作时间有效利用系数为0.9,假定废品率为0。在进行工序同期化后,该企业测算该流水线的第3道工序所需设备数为1.94,最终确定第3道工序实际设备数为2。
该流水线的平均节拍是( )分钟。
某企业生产单一农机产品。该企业在综合分析企业的生产技术现状以及其他因素的基础上,决定采用流水线的生产组织方式进行产品装配。该流水线采用两班制的生产模式,产品日生产量为100台,每班工作时间为8小时,工作时间有效利用系数为0.9,假定废品率为0。在进行工序同期化后,该企业测算该流水线的第3道工序所需设备数为1.94,最终确定第3道工序实际设备数为2。
该流水线的空间组织形式是( )。
某车间正在对工序能力进行分析,得知某零件在第n道工序加工时,设计尺寸(单位毫米)为Tu=φ20.000,TL=φ19.990。通过随机抽样,经计算得知平均=φ19.995,s=0.00131。
在质量管理过程中,影响工序质量的因素有( )。
某钢厂领导班子正在对该钢厂的技术改造问题进行经济可行性分析。经过调查得知,该钢厂目前年产钢1000万吨,成本居高不下,对环境的污染日益严重,产品质量有所下降,还存在着一定的安全隐患。为了解决存在的问题,需耗资9000万元进行技术改造。技术改造完成后,每吨钢的成本将由原来的2800元降低至2600元,环境污染问题、安全隐患问题和产品质量问题均能得到一定程度的解决。假设该行业的标准投资效益系数为0.3。
进行技术改造项目的经济可行性分析,需要对技术改造方案的( )进行对比分析。
某钢厂领导班子正在对该钢厂的技术改造问题进行经济可行性分析。经过调查得知,该钢厂目前年产钢1000万吨,成本居高不下,对环境的污染日益严重,产品质量有所下降,还存在着一定的安全隐患。为了解决存在的问题,需耗资9000万元进行技术改造。技术改造完成后,每吨钢的成本将由原来的2800元降低至2600元,环境污染问题、安全隐患问题和产品质量问题均能得到一定程度的解决。假设该行业的标准投资效益系数为0.3。
用该技术改造方案实施后的净收益额补偿该方案投资额所需的时间称为( )。
某钢厂领导班子正在对该钢厂的技术改造问题进行经济可行性分析。经过调查得知,该钢厂目前年产钢1000万吨,成本居高不下,对环境的污染日益严重,产品质量有所下降,还存在着一定的安全隐患。为了解决存在的问题,需耗资9000万元进行技术改造。技术改造完成后,每吨钢的成本将由原来的2800元降低至2600元,环境污染问题、安全隐患问题和产品质量问题均能得到一定程度的解决。假设该行业的标准投资效益系数为0.3。
该技术改造项目完成后,若该厂年钢产量不变,则该厂年经济效益为( )万元。
某钢厂领导班子正在对该钢厂的技术改造问题进行经济可行性分析。经过调查得知,该钢厂目前年产钢1000万吨,成本居高不下,对环境的污染日益严重,产品质量有所下降,还存在着一定的安全隐患。为了解决存在的问题,需耗资9000万元进行技术改造。技术改造完成后,每吨钢的成本将由原来的2800元降低至2600元,环境污染问题、安全隐患问题和产品质量问题均能得到一定程度的解决。假设该行业的标准投资效益系数为0.3。
在计算技术改造方案的总投资时应考虑的因素是( )。
某企业有一台精密仪器原值为5 000元,根据分析和预测,其逐年维持费用Yt和逐年实际残值Ln(n=1、2、3、4、5、6、7)见下表(单位:元)。

该精密仪器的最佳更新期为( )年。
M公司用甲材料生产A产品,甲材料标准价格是100元/千克,用量标准为5千克/件。M公司所生产的A产品标准工资率为20元/小时,工时标准为1小时/件。假定本月投产A产品10000件,耗用甲材料60000千克,其实际价格为110元/千克,实际支付直接工人工资14万元。同时,M公司按经济用途对生产费用和期间费用进行了严格的区分和管理,从而有效提升了公司的盈利水平。
下列M公司的成本费用中,属于期间费用的是( )。
某公司经过简化的2015年度资产负债表见下表(单位:千万元)。
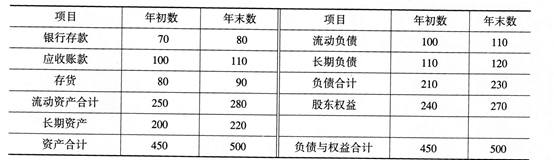
资产负债表反映的是企业( )。
